
Yn ôl Cyfarwyddeb RoHS yr UE (Deddf Cyfarwyddeb Senedd Ewrop a Chyngor yr Undeb Ewropeaidd ar gyfyngu ar y defnydd o rai sylweddau peryglus mewn offer trydanol ac electronig), mae'r gyfarwyddeb yn ei gwneud yn ofynnol gwahardd marchnad yr UE i werthu electronig a offer trydanol sy'n cynnwys chwe sylwedd peryglus fel plwm fel proses ddi-blwm “gweithgynhyrchu gwyrdd” sydd wedi dod yn duedd datblygu anghildroadwy ers Gorffennaf 1, 2006.
Mae mwy na dwy flynedd wedi mynd heibio ers i’r broses ddi-blwm ddechrau o’r cam paratoi.Mae llawer o weithgynhyrchwyr cynnyrch electronig yn Tsieina wedi cronni llawer o brofiad gwerthfawr yn y cyfnod pontio gweithredol o sodro di-plwm i sodro di-plwm.Nawr bod y broses di-blwm yn dod yn fwy a mwy aeddfed, mae ffocws gwaith y rhan fwyaf o weithgynhyrchwyr wedi newid o allu gweithredu cynhyrchiad di-blwm yn syml i sut i wella'n gynhwysfawr lefel y sodro di-blwm o wahanol agweddau megis offer. , deunyddiau, ansawdd, proses a defnydd o ynni..
Y broses sodro reflow di-blwm yw'r broses sodro bwysicaf yn y dechnoleg mowntio wyneb gyfredol.Fe'i defnyddiwyd yn helaeth mewn llawer o ddiwydiannau gan gynnwys ffonau symudol, cyfrifiaduron, electroneg modurol, cylchedau rheoli a chyfathrebu.Mae mwy a mwy o ddyfeisiau gwreiddiol electronig yn cael eu trosi o dwll trwodd i mount wyneb, ac mae sodro reflow yn disodli sodro tonnau mewn ystod sylweddol yn duedd amlwg yn y diwydiant sodro.
Felly pa rôl fydd offer sodro reflow yn ei chwarae yn y broses UDRh di-blwm cynyddol aeddfed?Gadewch i ni edrych arno o safbwynt llinell osod wyneb yr UDRh gyfan:
Yn gyffredinol, mae llinell osod wyneb yr UDRh gyfan yn cynnwys tair rhan: argraffydd sgrin, peiriant lleoli a ffwrn reflow.Ar gyfer peiriannau lleoli, o gymharu â di-blwm, nid oes unrhyw ofyniad newydd ar gyfer yr offer ei hun;Ar gyfer y peiriant argraffu sgrin, oherwydd y gwahaniaeth bach ym mhhriodweddau ffisegol past solder di-blwm a phlwm, cyflwynir rhai gofynion gwella ar gyfer yr offer ei hun, ond nid oes unrhyw newid ansoddol;Mae her pwysau di-blwm yn union ar y popty reflow.
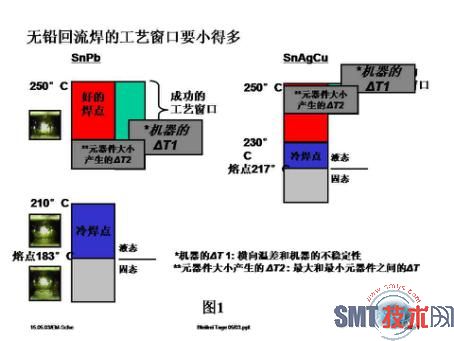
Fel y gwyddoch i gyd, pwynt toddi past solder plwm (Sn63Pb37) yw 183 gradd.Os ydych chi am ffurfio uniad sodr da, rhaid bod gennych chi 0.5-3.5um o drwch o gyfansoddion rhyngfetelaidd yn ystod sodro.Mae tymheredd ffurfio cyfansoddion rhyngfetelaidd 10-15 gradd yn uwch na'r pwynt toddi, sef 195-200 ar gyfer sodro plwm.gradd.Yn gyffredinol, tymheredd uchaf y cydrannau electronig gwreiddiol ar y bwrdd cylched yw 240 gradd.Felly, ar gyfer sodro plwm, y ffenestr broses sodro delfrydol yw 195-240 gradd.
Mae sodro di-blwm wedi dod â newidiadau mawr i'r broses sodro oherwydd bod pwynt toddi y past solder di-blwm wedi newid.Y past solder di-blwm a ddefnyddir yn gyffredin ar hyn o bryd yw Sn96Ag0.5Cu3.5 gyda phwynt toddi o 217-221 gradd.Rhaid i sodro di-blwm da hefyd ffurfio cyfansoddion rhyngfetelaidd gyda thrwch o 0.5-3.5um.Mae tymheredd ffurfio cyfansoddion intermetallic hefyd 10-15 gradd yn uwch na'r pwynt toddi, sef 230-235 gradd ar gyfer sodro di-plwm.Gan nad yw tymheredd uchaf dyfeisiau gwreiddiol electronig sodro di-blwm yn newid, y ffenestr broses sodro delfrydol ar gyfer sodro di-blwm yw 230-240 gradd.
Mae gostyngiad aruthrol y ffenestr broses wedi dod â heriau mawr i warantu ansawdd y weldio, ac mae hefyd wedi dod â gofynion uwch ar gyfer sefydlogrwydd a dibynadwyedd offer sodro di-blwm.Oherwydd y gwahaniaeth tymheredd ochrol yn yr offer ei hun, a'r gwahaniaeth yng nghynhwysedd thermol y cydrannau electronig gwreiddiol yn ystod y broses wresogi, mae ystod tymheredd y broses sodro ffenestr y gellir ei addasu yn rheolaeth y broses sodro reflow di-blwm yn dod yn fach iawn. .Dyma anhawster gwirioneddol sodro reflow di-blwm.Dangosir cymhariaeth ffenestr proses sodro reflow di-blwm a di-blwm penodol yn Ffigur 1.
I grynhoi, mae'r popty reflow yn chwarae rhan hanfodol yn ansawdd y cynnyrch terfynol o safbwynt y broses gyfan di-blwm.Fodd bynnag, o safbwynt buddsoddiad yn y llinell gynhyrchu UDRh gyfan, mae'r buddsoddiad mewn ffwrneisi sodro di-blwm yn aml yn cyfrif am 10-25% yn unig o'r buddsoddiad yn y llinell UDRh gyfan.Dyna pam y gwnaeth llawer o weithgynhyrchwyr electroneg ddisodli eu ffyrnau ail-lif gwreiddiol ar unwaith gyda ffyrnau ail-lif o ansawdd uwch ar ôl newid i gynhyrchu di-blwm.
Amser postio: Awst-10-2020